Battery Technology | Coin Cell Fabrication Process
Introduction
As one of the most commonly used battery formats in laboratories, coin cells are widely applied in material development, electrochemical performance testing, and related research fields. This article provides a detailed introduction to the complete workflow of coin cell electrode preparation and cell assembly, including the required materials, equipment, procedures, and precautions, in order to offer comprehensive guidance for relevant researchers.
I. Overview of Coin Cells
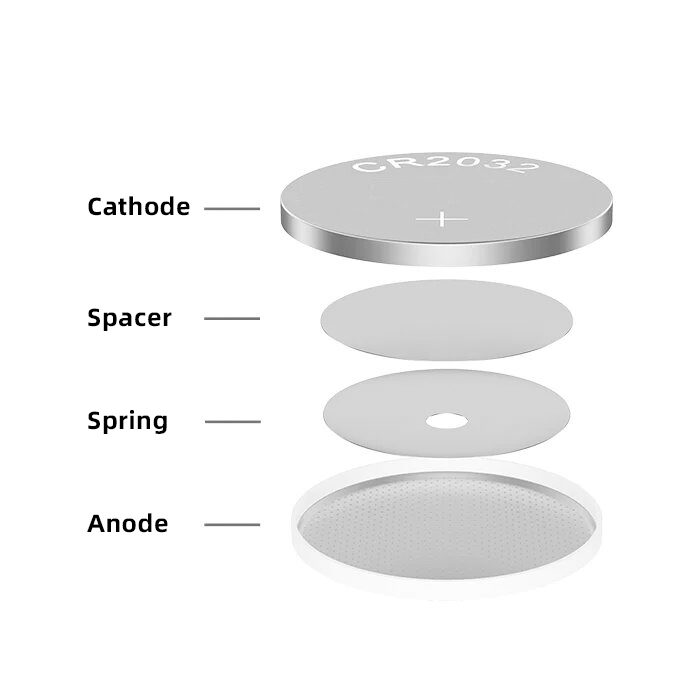
A coin cell consists of a complete set of coin cell cases and internal components. Stainless steel battery cases are widely used in laboratory testing because of their good electrochemical stability, reliable sealing performance, small size, simple assembly, and low cost. Common models include CR2032, CR2025, and CR2016. In laboratories, the CR2032 case is most commonly used, with a diameter of 20 mm and a thickness of 3.2 mm. In addition, there is a reusable Swagelok cell whose case adopts a stainless steel outer shell and a PTFE inner liner, making it suitable for battery disassembly and analysis.
A complete CR2032 coin cell case set includes the positive case, negative case, spring, and spacer. The basic steps for assembling a coin cell include slurry preparation, coating, drying, punching, and assembly. The following sections explain the process in detail using the CR2032 coin cell case as an example.
II. Electrode Preparation
Electrode preparation includes two key stages: mixing and coating.
(1) Selection criteria for the mixing process: A mass-threshold method is adopted to determine the process route. Manual grinding, in the range of 0.1–5.0 g, is suitable for small amounts of active material, such as the preliminary screening of novel electrode materials. Mechanical slurry mixing, for amounts greater than 5.0 g, is carried out using a laboratory mixer to achieve slurry homogenization.
(2) Coating technology selection principles: The method is dynamically chosen based on slurry volume. Manual coating is the conventional option when the slurry volume is less than 10 mL, and the coating speed should be controlled at 0.5–1.0 mm/s. Mechanical coating uses a small coating machine when the slurry volume is greater than or equal to 10 mL, with a blade gap precision of ±5 μm.
1.Materials preparation for slurry making:
(1) Active material: Cathode and anode materials are generally in powder form, and the particle size should not be excessively large. In laboratory research, the maximum particle diameter should not exceed 50 μm, while in industrial applications it should not exceed 30 μm. When large agglomerates are present, grinding is required.
(2) Conductive additive: Common carbon-based conductive additives include acetylene black (AB), conductive carbon black, and Super P.
(3) Binder: Common binders include PVDF systems, PTFE systems, and SBR emulsions. A typical mass ratio is active material : conductive additive : binder = 8:1:1, or 8:1.5:0.5. This ratio may be adjusted according to the material system, but in general the cathode active material content should not be lower than 75%, while both the conductive additive and binder should not be lower than 5%.
(4) Solvent: The commonly used solvent is NMP, or N-methyl-2-pyrrolidone.
Preparation of binder (PVDF) and solvent (NMP) solution: Three concentrations can be prepared, namely 0.02 g/mL, 0.025 g/mL, and 0.03 g/mL. The appropriate concentration can be selected according to the material system. The two substances are mixed in a wide-mouth bottle and magnetically stirred until no white particles remain in the solution. Note: After preparation, the bottle should be sealed with sealing film because NMP is prone to moisture absorption or deterioration. It should also be noted that the binder, such as PVDF, must first be added into the NMP solvent and stirred below 50°C until the PVDF is completely dissolved.

2.Slurry preparation procedure:
(1) Prepare the solution: Add PVDF into NMP and stir below 50°C until it is completely dissolved and the solution becomes clear and transparent.
(2) Add the conductive additive: Weigh the conductive additive and slowly add it into the weighing bottle, then stir for 20 minutes.
(3) Add the active material: Weigh the active material and add it into the weighing bottle, then stir for 4–5 hours until the slurry becomes viscous.
Note: During the addition of the conductive additive and active material, contact with the side wall of the bottle should be avoided as much as possible.

3.Electrode coating
(1) Current collector selection: In lithium-ion battery electrodes, aluminum foil is used for the cathode and copper foil for the anode. If the foil has one smooth side and one rough side, coating should be applied to the rough side in order to enhance the bonding strength between the current collector and the active material.
(2) Coating method: A doctor blade or casting coater is used to ensure that the coated layer is flat and clean. Therefore, it is recommended to carefully clean the materials and equipment with alcohol and degreased cotton before coating.
Automatic Film Coater with Integrated Drying System(XN-VCH-300)

4.Electrode drying and pressing
Electrode drying:
(1) In order to remove the large amount of NMP solvent and moisture in the slurry, forced-air drying and vacuum drying should be used in combination. The baking temperature for NMP generally needs to be above 100°C. On the premise of achieving complete drying, the baking temperature should be lowered and the drying time should be extended.
(2) During forced-air drying, the maximum temperature can be set to 100°C to remove moisture. Since the water content is relatively low, the drying time can be shortened accordingly. Two temperature stages may also be set, with different holding times at each stage. Note: The drying temperature for the anode should be lower than that for the cathode, because copper foil oxidation may sometimes occur. In general, the forced-air drying temperature for the cathode should not exceed 120°C, while for the anode it should not exceed 90°C. The drying time should not be too long in order to avoid powder shedding.
(3) After forced-air drying, vacuum drying is recommended, typically at 120°C for about 10 hours. Note: Forced-air drying should not be skipped and replaced directly with vacuum drying, because this would cause NMP vapor to fill the vacuum oven and affect the drying result. Natural standing drying is also possible, but it requires much more time.
Pressing treatment: A rolling press or tablet press is used. A rolling press can generally compress the cathode coating to 15–60 μm. A pressing machine can apply a pressure of approximately 80–120 kg/cm2.
Electric Calendering Machine XN-CRPE-100

5.Electrode punching and weighing
Punching: A punching machine is used to punch out small electrode discs, and the diameter is adjusted according to the battery case model.
Weighing: A high-precision balance is then used to weigh the electrode discs, and the data should be recorded.
Precision Coin Cell Punching Machine Cutting Die

III. Battery Assembly
Materials preparation
(1) Assembly components: Negative case, lithium metal disc, separator,spacer, spring or foam nickel, positive case, and electrolyte.
(2) Tools: Crimping mold, pipette, and insulated tweezers.
2.Assembly steps
(Negative case | Spring | Spacer | Lithium disc | Electrolyte | Separator | Electrolyte | Cathode disc | Spacer | Positive case)
(1) Place the positive case and spacer:
The positive case is placed with its opening facing upward, and the spacer is placed inside with the burr side facing downward.
(2) Place the cathode disc and wet it:
The coated side of the cathode disc faces upward and is placed in the center of the positive case, then wetted with electrolyte.
(3) Cover with the separator and wet it:
Use tweezers to place the separator over the cathode disc and wet it again with electrolyte.
(4) Place the lithium disc and spacer:
The smooth side of the lithium disc faces downward, and the spacer is aligned and placed on top.
(5) Place the spring and negative case:
The spring is aligned and placed properly, and the negative case is used to cover the structure.
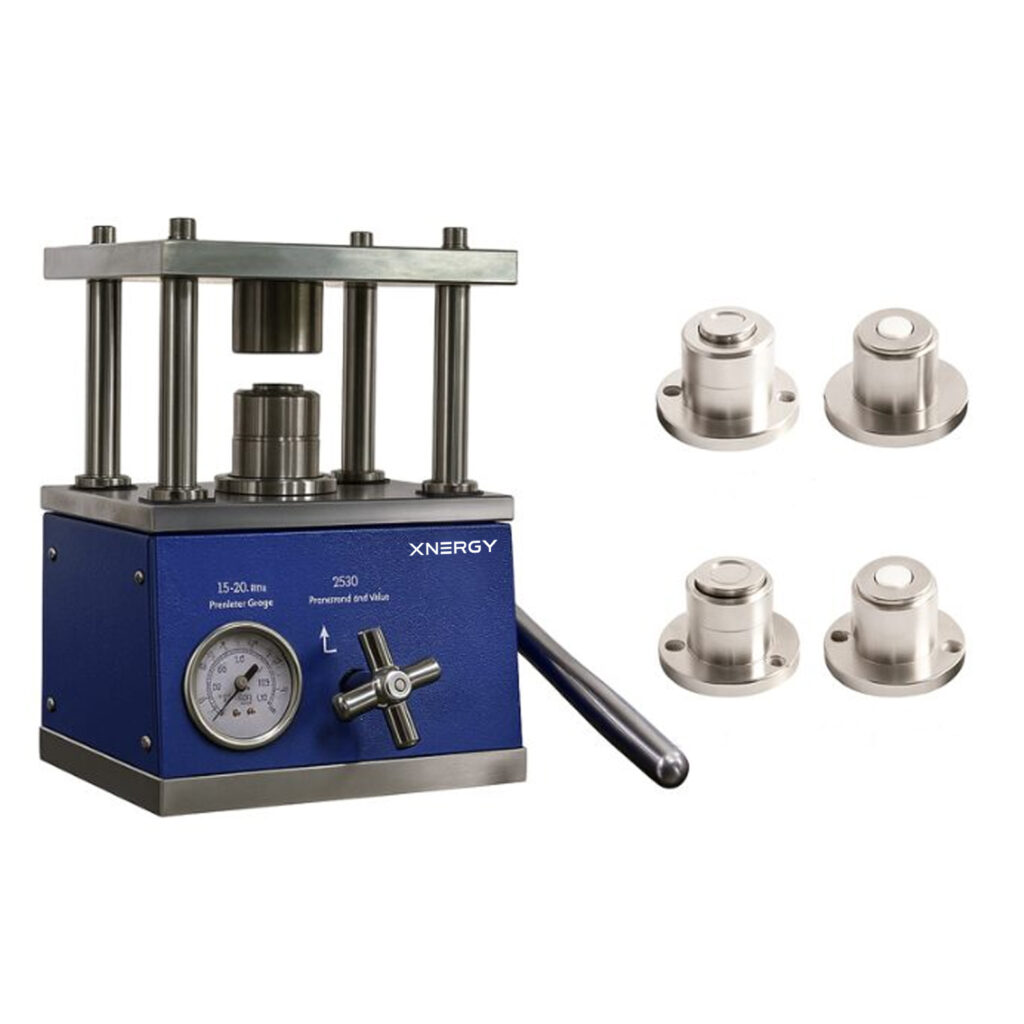
(6) Seal the battery:
Seal the battery using a coin cell crimping machine
and check whether the external appearance is complete and intact.
Hydraulic Crimper for All Types of Coin Cells
IV. Precautions
1.Material selection and handling
(1) Lithium metal disc: The purity should not be lower than 99.9%, and its diameter and thickness should be selected according to experimental requirements.
(2) Separator: The separator should be an insulating membrane with nanopores, and its size should be larger than both the lithium disc and the electrode disc.
(3) Electrolyte: The electrolyte should be selected according to the experimental requirements, and the amount used is generally excessive.
2.Electrode and battery screening
(1) Electrode screening: The electrode should have a flat surface, no obvious material shedding, and uniform mass and thickness.
(2) Battery screening: The battery should have a flat and undamaged case, and the open-circuit voltage should be within the normal range.
3.Operational precautions
(1) Short-circuit prevention: Insulated tweezers should be used to prevent short circuits caused by contact between the positive and negative electrodes.
(2) Cleaning and drying: All assembly parts should be cleaned and dried to avoid contamination.
(3) Number of assembled cells: For the same material system, no fewer than 5 cells should be assembled in order to account for experimental error and operational mistakes.
V. Common Problems and Causes
1.Low open-circuit voltage
Cause: Electrode burrs piercing the separator, misalignment of the positive and negative electrodes, or loose battery assembly.
2.High electrochemical impedance
Cause: Insufficient conductive additive, low separator porosity, or electrolyte decomposition.
VI. Conclusion
In summary, electrode preparation and coin cell assembly are complex and delicate processes that require strict control of conditions and operations at every stage. It is hoped that this article can provide practical guidance and support for relevant researchers and help improve the efficiency of coin cell preparation and